

Any high carbon tool steel will work for these mandrels, as they are typically used for bending silver and gold which are relatively quite soft materials. Form tools only need to be harder than the material that is being formed. However, this ratio of hardness of form tool to material being formed, affects the longevity of the tool. O1 is preferred for its machinability and ease of hardening. Most small mandrels can be easily heat treated in the workshop. For heat treating larger pieces of steel, a local heat-treatment facility can accurately and sufficiently heat treat parts for a very reasonable price. While these mandrels can be successfully used unhardened for quite some time, making several sizes and sending them out for heat treatment is advised, hardened to a Rockwell hardness of 58.
Making a Button Ring Mandrel
The button ring mandrel is similar to a jewelers bezel mandrel but with a long finished diameter to match the specific internal diameter of the finished button ring. Though a bezel mandrel can definitely be used with sufficient results, these button ring mandrels will give a clean and parallel surface in the internal surface of the button rings. This feature will ease the process of fitting the rings to a button.
- Tool steel, 1/2” in diameter and 4 – 6 inches long, is faced, center drilled to accept a center, and turned between centers.
- Turn down the diameter to match the specific internal diameter of the button rings to be used. If the dimension of the finished octagon is known, see Determining the Internal Diameter of Rings and use Equations (1) and (2) to determine the internal diameter of the rings.
- A taper can be set on the compound of about 1.5 degrees or less. Conversely, the tailstock could be offset to give an included angle of 3 degrees or less.
- Turn the taper into the mandrel leaving a 1” section of the finish dimension.
- The surface is finished with a file and polished with emery paper.

Determining the Internal Diameter of Rings
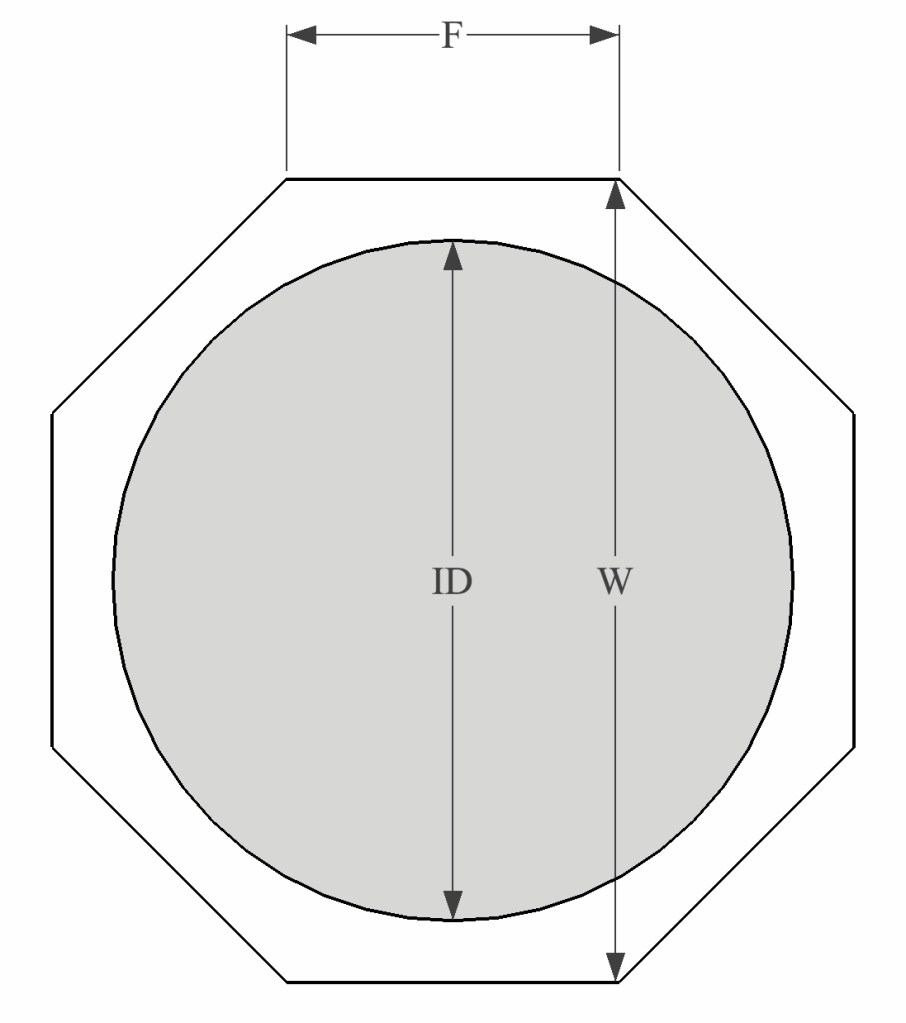
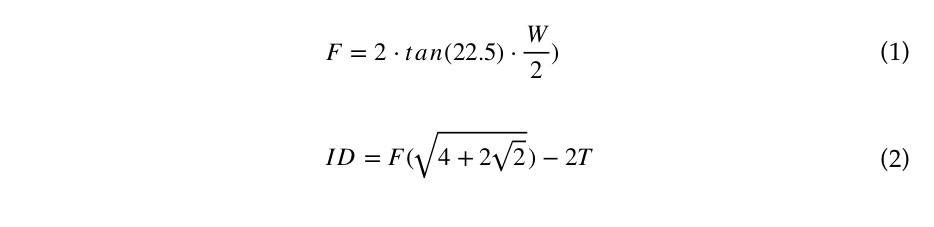
If the width of the finished octagon is known (W), it is plugged in to Eq. (1) to determine the facet width (F). If the facet dimension is already known, it may be plugged directly into Eq. (2) to determine the internal diameter (ID) of the ring, where T is the thickness of the material used for the rings.
This article is an excerpt from the book, Tool Making for Bow Makers by Anthony DiMambro. This tool along with dozens more, including the bow drill, nipple cutter, liner form, etc., are included in the book along with many machining practices associated with the craft.
